


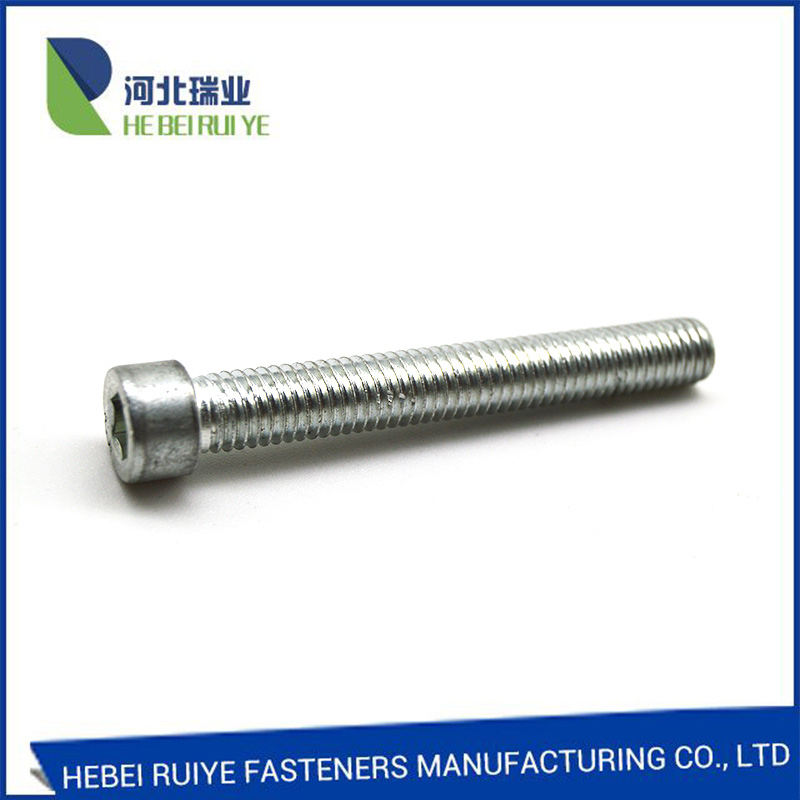
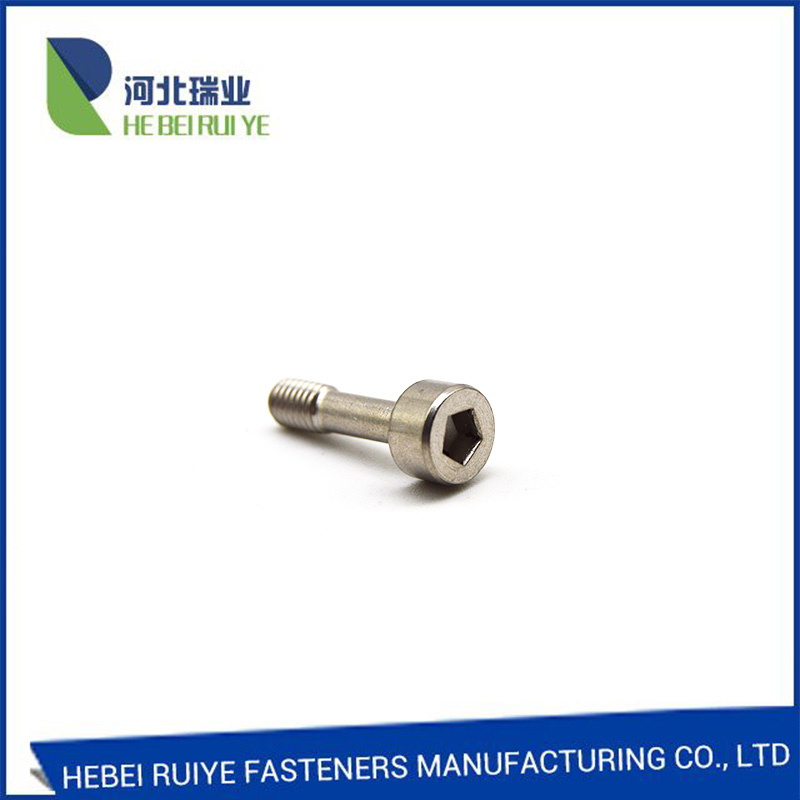
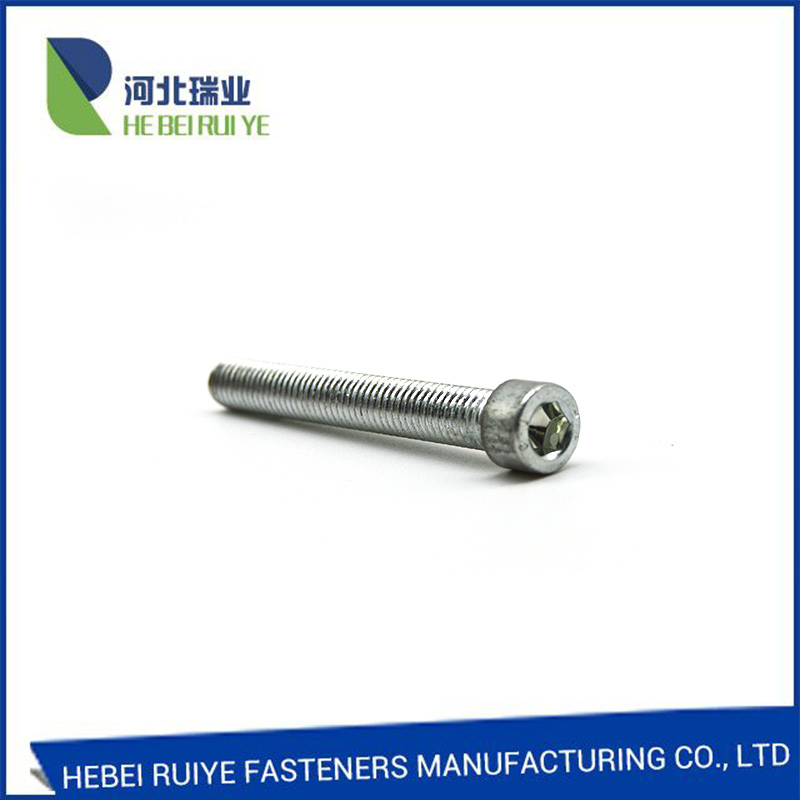
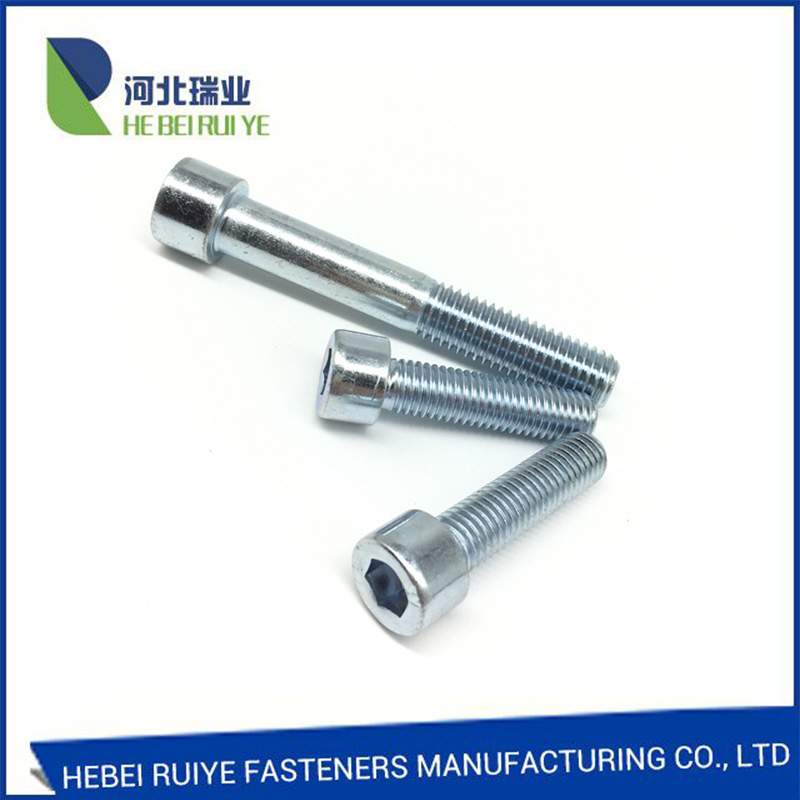
DIN 912 બોલ્ટ સૉકેટ હેડ કેપ ફીટ એલન બોલ્ટ







સ્ટેનલેસ સ્ટીલ સૉકેટ હેડ કેપ સ્ક્રૂ
ઉત્પાદન વર્ણન
ષટ્કોણ સોકેટ વડા ફીટ, પણ ષટ્કોણ સોકેટ હેડ બોલ્ટ્સ સામેલ, કપ વડા ફીટ અને ષટ્કોણ સોકેટ વડા ફીટ તરીકે ઓળખવામાં અલગ કહેવામાં આવે છે, પરંતુ તેઓ એક જ થાય છે. સામાન્ય રીતે ઉપયોગમાં ષટ્કોણ સોકેટ વડા ફીટ 4.8, 8.8, 10.9, અને 12.9 છે. પણ ષટ્કોણ સોકેટ સ્ક્રુ પણ કહેવાય છે ષટ્કોણ સોકેટ બોલ્ટ કહેવાય છે. તેના વડા એક ષટ્કોણ વડા અને એ પણ એક નળાકાર વડા છે. સામગ્રી દ્વારા સ્ટેઈનલેસ સ્ટીલ અને લોખંડ હોય છે. સ્ટેનલેસ સ્ટીલ સ્ટેઈનલેસ સ્ટીલ SUS202 હેક્સ સોકેટ વડા ફીટ છે. આ એક સ્ટેનલેસ સ્ટીલ સામાન્ય સામગ્રી છે. ત્યાં સ્ટેનલેસ સ્ટીલ SUS304 હેક્સ સોકેટ વડા ફીટ અને સ્ટેનલેસ સ્ટીલ SUS316 હેક્સ સોકેટ વડા ફીટ છે. ષટ્કોણ સોકેટ વડા ફીટ મજબૂતાઈ ગ્રેડ અનુસાર, લોહ 4.8 ગ્રેડ ષટ્કોણ સોકેટ વડા ફીટ, 8.8 ગ્રેડ ષટ્કોણ સોકેટ વડા ફીટ, 10.9 ગ્રેડ ષટ્કોણ સોકેટ વડા ફીટ, અને 12.9 ગ્રેડ ષટ્કોણ સોકેટ વડા ફીટ છે. 8.8-12.9 ગ્રેડ ષટ્કોણ સોકેટ વડા ફીટ ઊંચી તાકાત અને ઉચ્ચ ગ્રેડ ષટ્કોણ સોકેટ ફીટ કહેવામાં આવે છે.
હાર્ડનેસ
ષટ્કોણ બોલ્ટ્સ સામેલ કઠિનતા અનુસાર વર્ગીકૃત કરવામાં આવે છે, બળ, યિલ્ડ તાકાત, સ્ક્રુ વાયર, કે જે ષટ્કોણ બોલ્ટ્સ સામેલ સ્તર છે વગેરે વહન, અને તેમને કયા સ્તરની ષટ્કોણ બોલ્ટ્સ સામેલ છે. વિવિધ ગ્રેડ ષટ્કોણ બોલ્ટ્સ સામેલ જુદા જુદા ઉત્પાદન સામગ્રી માટે પત્રવ્યવહાર જરૂરી છે. ષટ્કોણ બોલ્ટ્સ સામેલ નીચેની બધી ગ્રેડ છે:
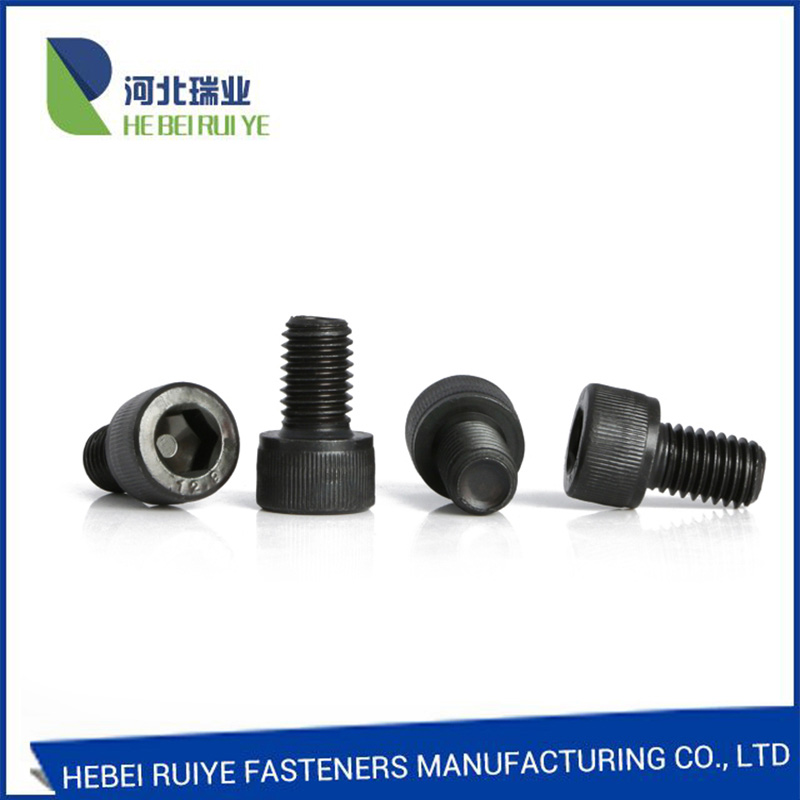
ષટ્કોણ બોલ્ટ્સ સામેલ ગ્રેડ તાકાત અનુસાર સામાન્ય અને ઉચ્ચ તાકાત વર્ગીકૃત કરવામાં આવે છે. સામાન્ય ષટ્કોણ સોકેટ બોલ્ટ્સ સામેલ ગ્રેડ 4.8 છે, ઉચ્ચ તાકાત ષટ્કોણ સોકેટ બોલ્ટ્સ સામેલ ગ્રેડ 8.8 અથવા વધારે ગ્રેડ 10.9 અને 12.9 સમાવેશ થાય છે. ગ્રેડ 12.9 ના ષટ્કોણ બોલ્ટ્સ સામેલ સામાન્ય knurled, તેલ રંગીન કાળા હેક્સ સોકેટ વડા ફીટ નો સંદર્ભ લો.
સ્ટીલ માળખું જોડાણ માટે ષટ્કોણ બોલ્ટ્સ સામેલ 10 કરતાં વધુ ગ્રેડ, જેમ કે 3.6, 4.6, 4.8, 5.6, 6.8, 8.8, 9.8, 10.9, 12.9, વગેરે ગ્રેડ 8.8 ની બોલ્ટ્સ સામેલ વિભાજિત કરવામાં આવે છે અને તેની ઉપરના નીચી કાર્બન એલોય સ્ટીલ બનાવવામાં આવે છે અથવા મધ્યમ કાર્બન સ્ટીલ. હીટ ટ્રીટમેન્ટ (quenching, તેવો) પછી, તેઓ સામાન્ય રીતે ઉચ્ચ તાકાત બોલ્ટ્સ સામેલ તરીકે ઓળખવામાં આવે છે અને બાકીના સામાન્ય સામાન્ય બોલ્ટ્સ સામેલ તરીકે ઓળખવામાં આવે છે. બોલ્ટ કામગીરી ગ્રેડ લેબલ નંબરો બે ભાગો, જે નજીવી તાણ મજબૂતાઇ કિંમત અને બોલ્ટ સામગ્રી ઉપજ ગુણોત્તર પ્રતિનિધિત્વ અનુક્રમે સમાવે છે.
ક્રાફ્ટિંગ પ્રક્રિયા
1. કવાયત છિદ્રો જરૂરી સુધી અન્ય ષટ્કોણ સોકેટ વ્યાસ મુજબ.
આંતરિક ષટ્કોણ બહાર રેતી 2. એક ઠંડી શીર્ષક મશીન ઉપયોગ.
3, એક ભાગ, ષટ્કોણ પંચ હોઇ શકે ધણ સાથે બહાર પંચ.
વાપરો
countersunk વડા સ્ક્રુ જેમ, નખ હેડ મશીન સાથે વણાયેલી છે, અને જોડાણ તાકાત મજબૂત છે, પરંતુ અનુરૂપ લાક્ષણિકતાઓનો ષટ્કોણ સાધન સ્થાપિત અને સ્ક્રુ દૂર કરવા માટે ઉપયોગ કરવો જોઈએ. સામાન્ય રીતે વિવિધ મશીન ટૂલ્સ અને તેમના એક્સેસરીઝ પર વપરાય છે.
ઉત્પાદન ડિસ્પ્લે


સંબંધિત વસ્તુઓ
-
સ્કેલ એન્કર સ્પર્ધાત્મક ભાવ પીળા ઝીંક પ્લાટ ...
Fish Scale Anchor Factory supply competitive price yellow zinc plated Scale Anchor Main Features It is a one tyoe of expansion anchor bolt. Size: M6-M12 avaliable Quality: Grate Grade: 4.8 Color: yellow or white color Usage: concrete, natural hard stone, fire equipment, air conditioner, exhaust duct, upside-down tube,curtain wall and ceiling etc. 1.Materials Our company has purchased steel from several large steel groups, such as Shougang Steel Mill, Handan Steel Mills whose steel have...
-
3pcs 4pcs હેવી ડ્યૂટી કોંક્રિટ એન્કર બોલ્ટ્સ સામેલ
4pcs સ્લીવમાં એન્કર હેવી ડ્યૂટી કોંક્રિટ એન્કર બોલ્ટ્સ સામેલ ઉત્પાદન વર્ણન ત્રણ પીસ હેવી ડ્યુટી શેલ બોલ્ટ એન્કર બોલ્ટ્સ સામેલ એક, 3 અથવા 4 ટુકડાઓ stell બને શેલો સાથે ધૂળ માટે વપરાય દબાવવામાં આવે અને ભેજ પ્રશંસા મેળવી છે. 4pcs હેવી ડ્યૂટી કવચ એન્કર બોલ્ટ feasuring હેક્સ બોલ્ટ, વોશર અને કવચ. ત્યાં જે મોટે ભાગે માલિકીનું છે એન્કર બોલ્ટ્સ સામેલ અનેક પ્રકારના ડિઝાઇન સમાવેશ થાય છે. હાઇ retaing શક્તિ અને સરળતાથી દૂર કરી શકાય છે. જ્યારે અખરોટ પગલે અને શંકુ કલમ સ્ક્રૂ ...
-
DIN 929 હેક્સ નટ્સ એક જીવ બનાવવું / DIN 928 સ્ક્વેર નટ્સ એક જીવ બનાવવું
વેલ્ડિંગ અખરોટ બહાર વેલ્ડિંગ અખરોટ માટે યોગ્ય અખરોટ એક પ્રકાર છે. તે સામાન્ય રીતે weldable સામગ્રી બનાવવામાં આવે છે અને જાડા અને વેલ્ડીંગ માટે યોગ્ય છે. વેલ્ડિંગ એક શરીરમાં બે અલગ ભાગો વળ્યાં સમકક્ષ છે. મેટલ ઊંચા તાપમાને ઓગાળવામાં અને મિશ્ર મળીને નીચે ઠંડક પછી, એક એલોય મધ્યમાં ઉમેરવામાં આવશે છે. આંતરિક બળ આણ્વીય બળને ભૂમિકા છે, અને તાકાત સામાન્ય મેટ્રિક્સ તાકાત કરતાં વધારે હોય છે. વેલ્ડિંગ પરિમાણ પ્રયોગ ...
-

DIN 933/931 ગેલ્વેનાઈઝ્ડ હેક્સ બોલ્ટ
Steel Hex Head Bolt Product Description DIN933 is a German standard bolt with specifications from M1.6 to M52 and a length from 2mm to 200mm. Bolts: mechanical parts, cylindrical threaded fasteners with nuts. A type of fastener consisting of a head and a screw (a cylinder with external threads), which need to cooperate with a nut to fasten and connect two parts with through holes. This type of connection is called a bolted connection. If the nut is unscrewed from the bolt, the two parts can...
-

DIN127 સ્ટીલ વસંત washers વસંત લોક washers ...
Product Description Product name DIN127 steel spring washers spring lock washers Size M2-M30, can be customized Standard ISO,GB,DIN,BS,ANSI, JIS,Nonstandard Grade 4.8/ 6.8/ 8.8/ 10.9/ 12.9 Available Material 1. Stainless Steel: SS201, SS303, SS304, SS316, SS410, SS420 2. Steel: C45(K1045), C46(K1046), C20,etc. 3. Brass: C36000 ( C26800), C37700 ( HPb59), C38500( HPb58), C27200CuZn37), C28000(CuZn40),etc. 4. Bronze: C51000, C52100, C54400, etc. 5. Iron: 1213, 12L14, 1215, e...
-
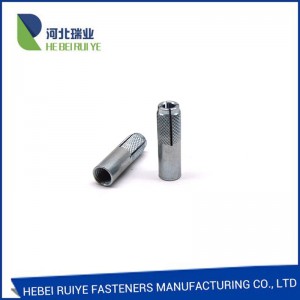
કૉંક્રીટ ઈમારત માટે એન્કર માં મૂકો
Galvanized M8-M20 Wedge Anchor, yellow zinc or white zinc, all size in stock Product Description Drop in anchor bolts is also known as implosion, which a small steel columns inside it, female cap thread in the end, screwed into the drilled hole in the wall, the small steel columns are constantly squeezed, the head burst open to generated frictional force with wall, fix into the wall solidly. The materials are stainless steel, carbon steel and other metal materials. Application for fixing co...
-

બ્લેક ફોસ્ફેટ રણશિંગું વાગવું હેડ Drywall સ્ક્રૂ
કાળા અથવા ગ્રે રંગ અમે પૂરી પાડી શકે છે સાથે સ્ક્રૂ drywall. દેખાવ Drywall સ્ક્રૂ પરિચય તેની સૌથી મોટી લક્ષણ હોર્ન, કે જે બે લીટી પાતળી દાંત શુષ્ક દીવાલ ફીટ અને સિંગલ લાઇન જાડા-દાંત શુષ્ક દીવાલ ફીટ વહેંચાયેલું છે આકાર છે. બે વચ્ચે સૌથી મોટો તફાવત ભૂતપૂર્વ છે. જ્યારે બીજા જિપ્સમ b વચ્ચેના જોડાણ માટે યોગ્ય છે થ્રેડ, ડબલ થ્રેડ, એક જાડાઈ 0.8mm ઓળંગી નથી જિપ્સમ બોર્ડ અને મેટલ મોભ વચ્ચે જોડાણ માટે યોગ્ય છે ...
-

ઉચ્ચ ગુણવત્તા દિન 7344 સર્પાકાર પિન હેવી ડ્યૂટી Sta ...
સામગ્રી: ઝિન્ક ઢોળ, નિકલ ઢોળ, નેચરલ રંગ, બ્લેક ઓક્સાઇડ માપ: D 0.8-16mm અથવા કસ્ટમ આ સર્પાકાર પિન ઇન્સ્ટોલેશન પછી લવચીક રહે જેથી તેઓ આઘાત અને સ્પંદન slotted વસંત પિન કરતાં વધુ સારી ગ્રહણ કરે છે. તેઓ કાણાં રાઉન્ડ બહાર છે સારી કામ કરે છે. , Fastening બેસાડવી, અને હોલ્ડિંગ માટે તેમને ઉપયોગ કરો. બંધ પિન સ્ક્વીઝ અને તેમને પીન કરતાં થોડી નાની છિદ્ર માં સ્થાપિત કરે છે. ટેન્શન છિદ્ર દિવાલ સામે તેમને ચુસ્ત ધરાવે છે. chamfered અંત સહાય નિવેશ. બ્રેકિંગ તાકાત એક માપવામાં આવે છે ...
-

ઉચ્ચ તાણ બોલ્ટ
Hex bolts refer to fasteners composed of head and screw. Product Description Bolts are divided into iron bolts and stainless steel bolts according to material, that is, hex head bolts (partially threaded) -C and hex head bolts (full thread) -C, also known as Hex head bolts (rough) wool hex head bolts, black iron screws. Classification 1.According to the connection force method, there are ordinary and hinged holes. The bolts for hinged holes must match the size of the hole and are used when...
-
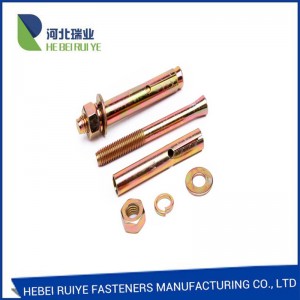
વિસ્તરણ ANCHOR બોલ્ટ
Sleeve type expansion anchor bolts Heavy Duty Expansion Anchors Details Expansion bolt" is a generic term that refers to three fastening components combined together: a threaded bolt, a properly sized nut and an expanding sleeve assembly. When assembled together, the force generated between the nut and bolt (when tightened) forces the outward expansion of the sleeve assembly, thus gripping the material the sleeve is embedded into. They are most commonly used in porous materials such as ...









